尊龙凯时:JBT 7747针形截止阀执行标准
本标准起草单位:合肥通用机械研究院、安徽省屯溪高压阀门有限公司、宁波埃美柯铜阀门有限公司。
本标准规定了针形截止阀的结构形式、参数、技术要求、试验方法、ZLKS.COM检验规则、标志、包装、运输及贮存。
本标准适用于公称压力不大于PN320,公称尺寸DN2.5~DN25的钢制针形截止阀; PN16~ ~PN25,DN10~DN15的铜制针形截止阀。其他参数的针形截止阀可参照执行。
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
钢制针形截止阀的压力-温度额定值按GB/T 1224的规定,铜制针形截止阀的压力-温度额定值按GB/T 15530.8的规定。
4.2.2内螺纹连接应采用圆锥管螺纹,圆锥管螺纹应符合GB/T 7306.2和GB/T 12716的规定。螺纹尺寸与公称尺寸DN的对应关系按表1的规定。

4.2.3外螺纹连接采用管螺纹或普通螺纹,采用管螺纹时应符合GB/T 7307的规定;采用普通螺纹时应符合GB/T 196、GB/T 197的规定。螺纹尺寸与公称尺寸DN的对应关系按JB/T 1754的规定或按订货合同的要求选用。外螺纹连接采用普通螺纹时,连接端应带有接头、接头螺母和接头垫等零件,接头、接头螺母和接头垫按JB/T 1754的规定或订货合同的要求。
4.2.4承插焊连接的阀体连接端承插口尺寸按表2的规定或按订货合同的要求。

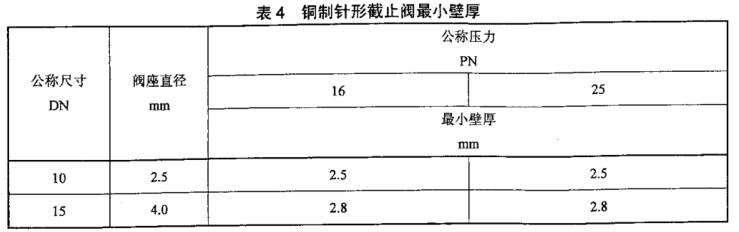
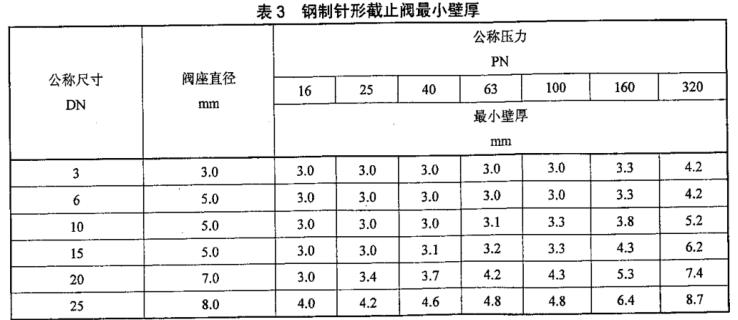
4.3.1 钢制针形截止阀阀体和阀盖的最小壁厚按表3的规定,铜制针形截止阀阀体和阀盖的最小壁厚按表4的规定。
4.3.2阀体和阀盖推荐采用整体式结构 (见图1).也可采用分体式结构(见图2和图3),但分体式结构阀体和阀盖的连接必须可靠,防止松动。
4.4.1阀座可采用压入、胀滚或焊接等形式与阀体连接,也可以在阀体上直接加工或堆焊制成。
4.4.2采用螺纹连接的阀座,其连接螺纹应符合GB/T 196和GB/T 197的规定。
4.5.1阀瓣与阀杆设计成一体, 阀瓣也可与阀杆组装在一起, 组装后阀瓣应能灵活回转,且连接可靠。
4.5.2阀瓣密封面可在阀瓣 上直接加L成,也可堆焊制成。阀瓣采用锥形或球形密封面。
4.6.2阀杆与阀 盖或阀杆与阀杆螺母的螺纹旋合长度,明杆式不得小于阀杆螺纹直径的1.4倍,暗杆式不得小于阀杆螺纹直径的1.3倍;用于节流或低压工况下的阀门,不得小于阀杆螺纹直径的1.0倍。
4.6.3阀杆与阀盖或阀杆与阀杆螺母的螺纹应符合GB/T 196和GB/T 197的规定。
4.7.1钢制针形截 止阀除有特殊要求外,填料函的深度应不小于五圈卡经压缩的填料的高度;当采用聚四氟乙烯成形填料时,填料函深度不小于三圈填料的高度。填料函与填料接触表面粗糙度不大于Ra3.2 pum。
4.7.2钢制针形截 止阀填料函中的填料应在压盖未压紧之前全部装满。填料在未压紧之前,填料的截面可以是方形、矩形或v形的,当采用方形、矩形时,允许切成45°切口,并按圆周方向120°交叉错开安装。
手轮顺时针方向为关;在轮缘上要有明显的指示关闭方向的简头和“关”字,或开、关双向箭头及“开”、“关”两字。
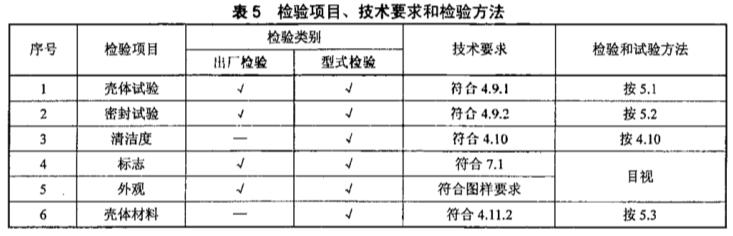
4.9.1针形截止阀在经过1.5倍最大工作压力的壳体强度试验后,阀门壳体及各连接处,不允许有可见泄漏,无结构损伤。
4.9.2针形截止阀密封试验的最 大允许泄漏量应符合GB/T 13927的规定。
针形截止阀内腔表面(包括所有内件表面)所含杂质和污物的质量总和应不大于0.03 g
6.3.1抽样可 以在生产线的终端经检验合格的产品中随机抽取,也可以在产品成品库中随机抽取,或者从已供给用户但未使用并保持出厂状态的产品中随机抽取。每- ~规格 供抽样的最少基数为30台,抽样数为3台。到用户抽样时,供抽样的最少基数不受限制,抽样数仍为3台。对整个系列产品进行质量考核时,根据该系列范围大小情况从中抽取2个或3个典型规格进行检验。每个规格供抽样的台数不少于30台,抽样台数为3台。
6.3.2对整批产 品进行考核时,若被检针形截止阀中有-台的清洁度指标低于4.10的规定时,允许从供抽样的针形截止阀中再另外抽取规定的抽样台数。再次检验时,全部检验项目都必须符合规定的要求,否则整批产品判为不合格。

尊龙凯时
地址:南京市鼓楼区三步两桥145号
电话:025-83700868
邮箱:chuiniubi@126.com

 扫描进入手机站
扫描进入手机站